Good bits for moulding toolpaths in PVC?
-
Mikehell
- Vectric Craftsman
- Posts: 232
- Joined: Wed Mar 22, 2017 9:34 pm
- Model of CNC Machine: eBay special China 3040
Good bits for moulding toolpaths in PVC?
I typically use a good O-Flute bit to cut PVC. We cut a lot of moulding. A 2 flute ball works great on wood, but doesn't seem to chat all that smooth on expanded PVC. Is there a bit will work better on PVC?
-
martin54

- Vectric Archimage
- Posts: 7350
- Joined: Fri Nov 09, 2012 2:12 pm
- Model of CNC Machine: Gerber 48, Triac PC, Isel fixed gantry
- Location: Kirkcaldy, Scotland
Re: Good bits for moulding toolpaths in PVC?
What do you mean by expanded PVC ? To me over here in the UK means something like foamex (Brand name) which is not a solid PVC material. It is a mixture of PVC & air which produces a light weight material. Because of this once you machine away the top solid layer & expose the core you can get very mixed results. Brands seem to vary enourmously & the cheaper it is generally means it has more air than PVC in the mix lol Signmakers use it quite a lot & if you see boards that look like waves on the sea then it is normally due to using a cheap board & leaving no room for expansion on fixings. More air it contains the more it is affected by changes in temperature.
The amount of air (& probably size of air pockets) it contains can make a big difference to surface finish. If left like that it can also get dirty very quickly & never look good again.
Trying different brands might be an option for you, can't say I have ever done anything other than profile cut it & as you noted yourself a good single flute bit will do that. Only other thing I can suggest is go back to the drawing board with speed & feed settings & epxperiment. Much more difficult to get good settings with something like this than it is with wood, plastics are far less forgiving & it may just be you haven't got the settings right yet.
The amount of air (& probably size of air pockets) it contains can make a big difference to surface finish. If left like that it can also get dirty very quickly & never look good again.
Trying different brands might be an option for you, can't say I have ever done anything other than profile cut it & as you noted yourself a good single flute bit will do that. Only other thing I can suggest is go back to the drawing board with speed & feed settings & epxperiment. Much more difficult to get good settings with something like this than it is with wood, plastics are far less forgiving & it may just be you haven't got the settings right yet.
-
Mikehell
- Vectric Craftsman
- Posts: 232
- Joined: Wed Mar 22, 2017 9:34 pm
- Model of CNC Machine: eBay special China 3040
Re: Good bits for moulding toolpaths in PVC?
Expanded PVC is pretty much any PVC that comes in flat sheets. Solid PVC would look more like the plastic used for PVC pipes.
-
martin54
- Vectric Archimage
- Posts: 7350
- Joined: Fri Nov 09, 2012 2:12 pm
- Model of CNC Machine: Gerber 48, Triac PC, Isel fixed gantry
- Location: Kirkcaldy, Scotland
Re: Good bits for moulding toolpaths in PVC?
Where are you buying from Mike?
-
Rcnewcomb

- Vectric Archimage
- Posts: 5919
- Joined: Fri Nov 04, 2005 5:54 am
- Model of CNC Machine: 24x36 GCnC/WinCNC with ATC
- Location: San Jose, California, USA
- Contact:
Re: Good bits for moulding toolpaths in PVC?
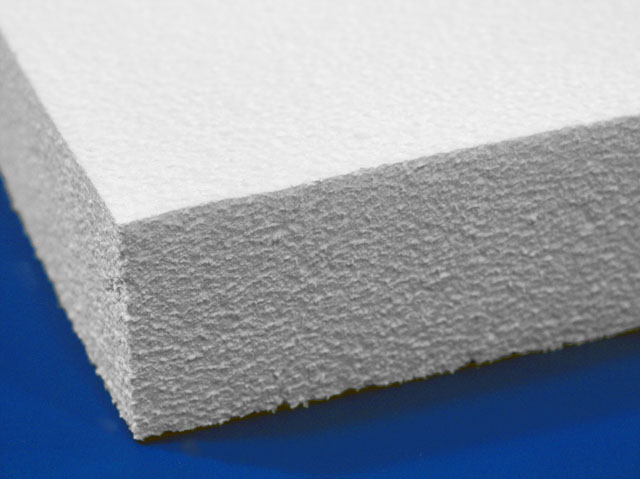
Is it the expanded polystyrene like this?Expanded PVC is pretty much any PVC that comes in flat sheets.
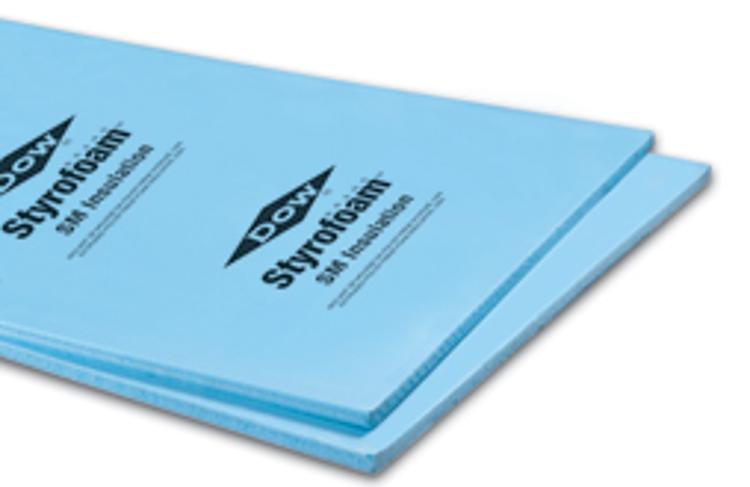
Or is it extruded like this -- either pink or blue, depending on the manufacturer?
- Randall Newcomb
10 fingers in, 10 fingers out, another good day in the shop
10 fingers in, 10 fingers out, another good day in the shop
-
Mikehell
- Vectric Craftsman
- Posts: 232
- Joined: Wed Mar 22, 2017 9:34 pm
- Model of CNC Machine: eBay special China 3040
Re: Good bits for moulding toolpaths in PVC?
It's standard PVC board. Just like the PVC trim boards that you can get at Home Depot or Lowe's, etc. Except we get it in 4x8 sheets ( or larger) by the skid load.
The blue and pink stuff is (to me) called foam board
The blue and pink stuff is (to me) called foam board
-
dealguy11

- Vectric Wizard
- Posts: 2487
- Joined: Tue Sep 22, 2009 9:52 pm
- Model of CNC Machine: Anderson Selexx 510,24x48 GCnC/WinCNC
- Location: Henryville, PA
Re: Good bits for moulding toolpaths in PVC?
Looks like this. Both sides are typically smooth and slick. It's pretty hard and is difficult to dent with a fingernail.
I don't have a better suggestion for a tool. When we've carved this stuff, we generally use a standard spiral ballnose bit. The surface is a bit rough, but that's the nature of the material underneath the slick exterior.
I don't have a better suggestion for a tool. When we've carved this stuff, we generally use a standard spiral ballnose bit. The surface is a bit rough, but that's the nature of the material underneath the slick exterior.
- Attachments
-
Steve Godding
Not all who wander (or wonder) are lost
Not all who wander (or wonder) are lost
-
Mark Bolton
- Vectric Craftsman
- Posts: 123
- Joined: Tue May 24, 2016 7:15 pm
- Model of CNC Machine: ShopSabre408PRO-10HPHSD-10posATC-WinCNC
- Location: West Virginia, USA
Re: Good bits for moulding toolpaths in PVC?
The standard "blue stuff" is called XPS, extruded poly styrene, its nasty cousin is polystyrene (styrofoam) like coffee cups are made of with all the little balls of foam bonded into a sheet/shape. Its commonly used in garage door fill in the US. XPS is used outside foundations for exterior insulation and is much more dense than polystyrene. The material from Lowes and Home Depot (home depot) is Royal as I believe Royal has the national contract with Home Depot for PVC trim. Its a product similar to Azek but lower quality. Its a foam core PVC sheet that is extruded so it has a hard skin on each face, one smooth-ish and one textured.
We've run quite a bit of it through the shop and the cutter seems to matter less than feeds. We run that material wide open, typically 600IPM but fine detail work is rarely on the CNC other than radius work. I would suggest playing around with your feeds and cutting your RPMs. The faster the better (feeds) and the slower the better (rpm's) works best and typically buy cheap tools and toss them often or resharpen often. And keep cases of staticguard around.
We've run quite a bit of it through the shop and the cutter seems to matter less than feeds. We run that material wide open, typically 600IPM but fine detail work is rarely on the CNC other than radius work. I would suggest playing around with your feeds and cutting your RPMs. The faster the better (feeds) and the slower the better (rpm's) works best and typically buy cheap tools and toss them often or resharpen often. And keep cases of staticguard around.