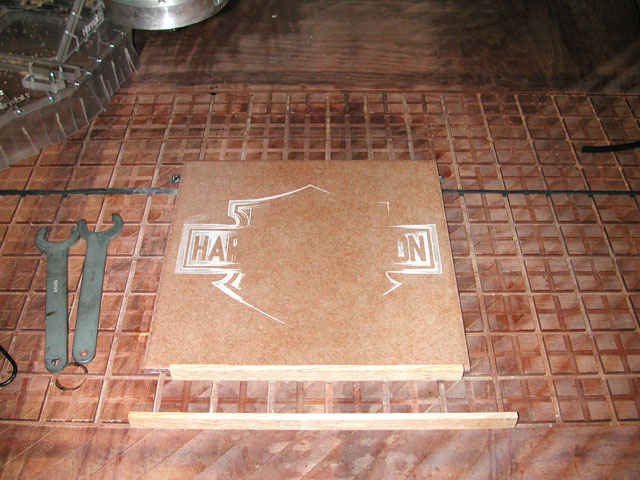
Ok, I am in the process of cutting some ceramic tile a friend gave me. Since he donated it he asked for a Harley logo. I had drawn one of these years ago learning other software. So I brought it into VCarve and I am now running it. I am using a 1/2 inch carbide V bit. Don't remember where I got it. I set up the program to cut a depth of .02 inches at 2ipm. Pretty slow but I am cautious. After a bit I brought the speed up to 4 ipm and even tried 5. Almost right away I knew this was going to be a long test. The 2 tiles I was given are both low in the middle. You can see in the pics what I mean. I didn't' spend my whole time watching this. About a 14 hr run. I have a networked camera in the garage so I can watch/listen to what's going on. I wanted to buy the camera with zoom but the price jumped considerably for that feature. So if I am not in the garage I am usually found on my computer. So I just listen/watch while working/playing on the computer. It is amazing what just listening does. If there is a change in noise I look at the camera to be sure things look ok. If its making noise its working, if it gets quite, did the bit break or what. So I stayed on edge most of this 1st run.
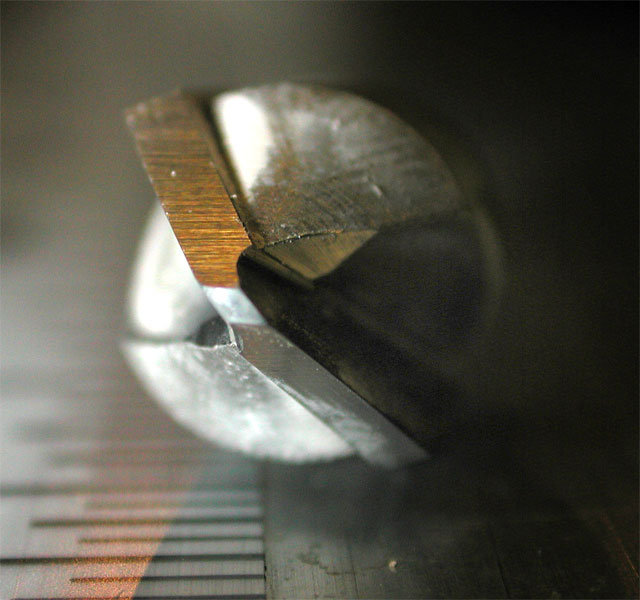
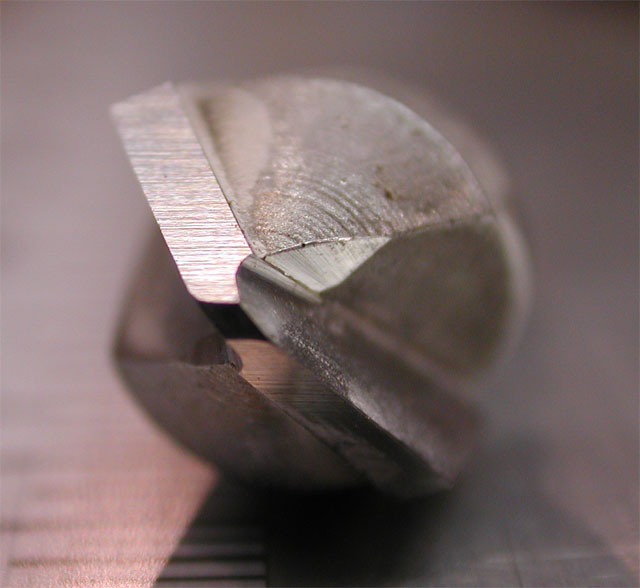
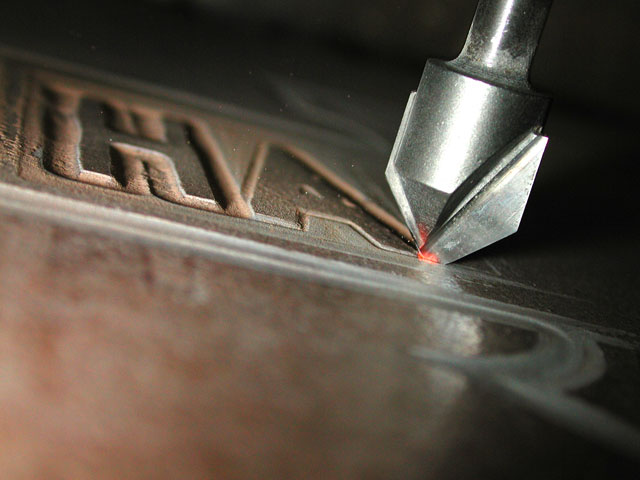
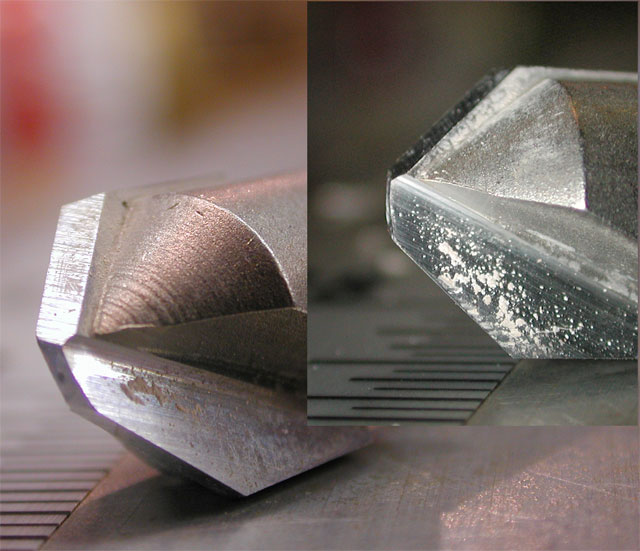
I took pics of the router bit after the 14hrs. Actually I was expecting a dull bit. Not so. Looks pretty good to me. So I reinstalled it. Set my 0 depth to the center of the tile and re-ran the program. Definitely a deeper/harder cut. I slowed the machine down to 1 imp because I could feel more vibration. This one's going to take awhile. I also took pics of the bit while running on this deeper cut. You can see the tip red hot. In my business when I have to drill open some of the high security safes I have to get my drill bits this hot it not more and I always manage to get through some pretty nasty hard plating. I thought a lot about coolant etc., but decided to run without to see how things go. I learned from drilling safes that you either use it from the get go, or not at all. If you introduce coolant of any type after the bit is hot it just ruins it right away and renders it useless.
Last pic is a screen shot of what I get to look at. I had to put a small light on it last night to see the router. Didn't want the garage lights on all night.
If you want to here the noise I had to listen to click here. http://www.lockeyone.com/pics/vcarve/tile.wav I just recorded it right of the computer in my office. I have got to get that zoom feature. Or at least get another camera (macro) to watch the bit while its cutting.
The only holding method is the vacuum table I built. The tile has a rough surface on the back, this system did a nice job sucking the work piece down.
Its currently running the second pass. I will keep you posted on the outcome.