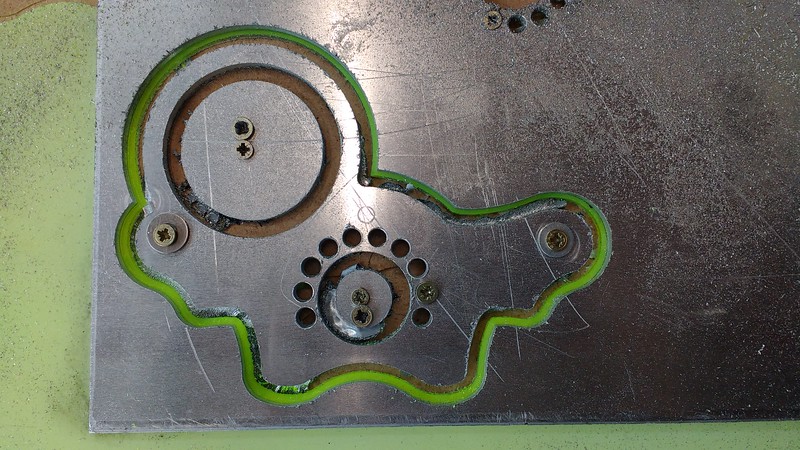
I'm usually to be found working with wood, but recently I've been starting to customise my motorcycle and one of the things I'm trying to do is to cnc machine an aluminium speedometer mount/bracket.
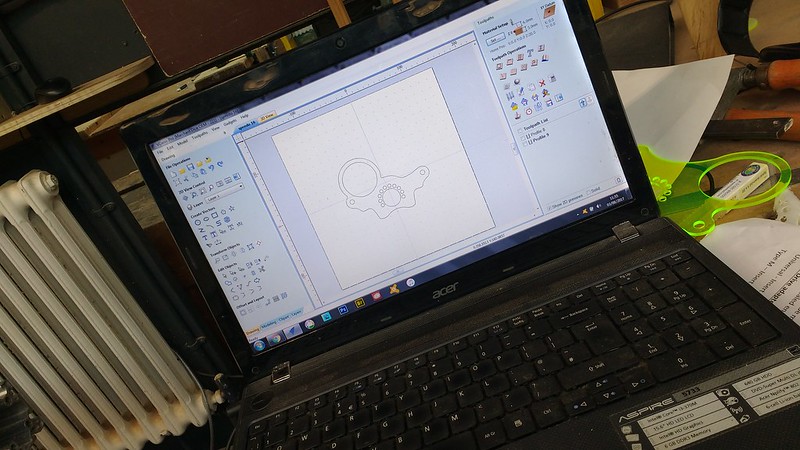
I've drawn it all up in Vcarve and done a million prototypes in acrylic, tweaking the design as I go.
 Untitled by https://www.flickr.com/photos/79912681@N06/, on Flickr
Untitled by https://www.flickr.com/photos/79912681@N06/, on Flickr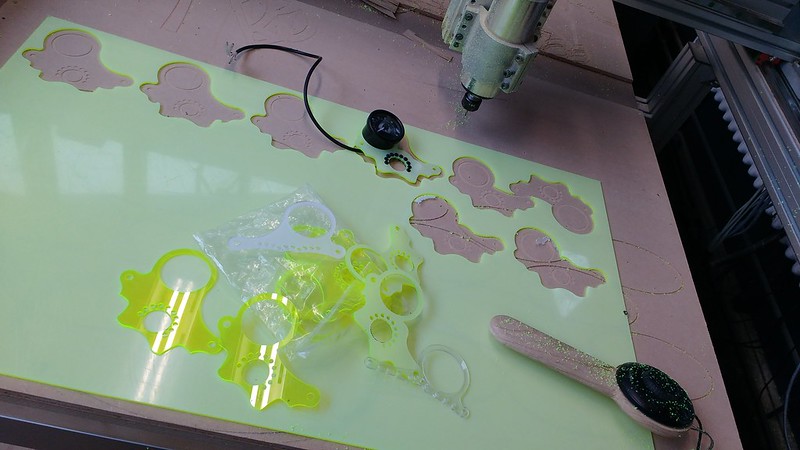 Untitled by https://www.flickr.com/photos/79912681@N06/, on Flickr
Untitled by https://www.flickr.com/photos/79912681@N06/, on Flickr Untitled by https://www.flickr.com/photos/79912681@N06/, on Flickr
Untitled by https://www.flickr.com/photos/79912681@N06/, on FlickrI'm using a 4mm downcut carbide cutter.
So as you might expect, the cutter handles the acrylic beautifully but I bought this specific cutter as I thought it would do ok on aluminium(4mm thick T6).
It didn't.
In the below video, you can see that it snaps on the second hole! I turned the feed speed down to 30% and (as advised by the cutter supplier) coated the ally in wax to try to give some lubrication and also blasted with air, and yet it breaks so quickly.
Can anyone suggest the fundamentally wrong thing that I must be doing and perhaps suggest how I might resolve it?
Any help much appreciated thanks.
Youtube clip below.
https://youtu.be/WBEhoWDnd_g