Bit Overheating (1/8 bit)
-
aaron1869
- Posts: 22
- Joined: Thu Oct 01, 2015 1:52 pm
- Model of CNC Machine: Legacy Maverick 3x5
- Location: Roanoke VA
Bit Overheating (1/8 bit)
I have a 3d module that I've been cutting for about 5 hours now. Vcarve estimates the job to take 9 hour 48 minutes to complete. I did the roughing cut with a 3/8 end mill and the finishing cut with a 1/8 ball nosed bit. I have a feed rate of 75 inches and speed of 24000 rpm. I can see the first 3/8 of an inch of the bit is rather black. This is not a new but I have a couple other projects on it already. My question is am I spinning the bit to fast or is the feed rate incorrect or is this normal for a bit that's getting old?
-
Pete Cyr
- Vectric Craftsman
- Posts: 240
- Joined: Sun May 15, 2011 4:19 pm
- Model of CNC Machine: Camaster Stinger II
Re: Bit Overheating (1/8 bit)
12000 @ 200ipm
I would try 8000 at 75imp
If you are making dust as you cut...you are moving too slow or rotating too fast
I would try 8000 at 75imp
If you are making dust as you cut...you are moving too slow or rotating too fast
-
martin54

- Vectric Archimage
- Posts: 7349
- Joined: Fri Nov 09, 2012 2:12 pm
- Model of CNC Machine: Gerber 48, Triac PC, Isel fixed gantry
- Location: Kirkcaldy, Scotland
Re: Bit Overheating (1/8 bit)
Guessing you have a Chinese spindle if your running at 24,000rpm. That is the spindle running flat out which generally speaking there is absolutely no need for what so ever, if you want the spindle to last then don't run it at full duty for long periods of time unless you have to 
If the bits are black then they have been run to hot which will shorten their usable lifespan. Carbide bits in particular will go blunt very quickly if you overhead them. HSS bits will handle being overheated better but there is no need to overheat any of your bits if you take the time to set your speed, feed rate & depth of cut correctly.
A lot of suppliers/manufacturers will have chip load charts on their website for the bits they sell or manufacture, you can use that info to set all your cutters up in the tool database.
If the bits are black then they have been run to hot which will shorten their usable lifespan. Carbide bits in particular will go blunt very quickly if you overhead them. HSS bits will handle being overheated better but there is no need to overheat any of your bits if you take the time to set your speed, feed rate & depth of cut correctly.
A lot of suppliers/manufacturers will have chip load charts on their website for the bits they sell or manufacture, you can use that info to set all your cutters up in the tool database.
-
Leo

- Vectric Wizard
- Posts: 4091
- Joined: Sat Jul 14, 2007 3:02 am
- Model of CNC Machine: 1300 x 1300 x 254 Chinese Made
- Location: East Freetown, Ma.
- Contact:
Re: Bit Overheating (1/8 bit)
Look into *** CHIPLOAD **** and study and learn what that means.
CHIPLOAD -- in my estimation is the least understood and the biggest issue that most people that enter CNC have.
CHIPLOAD - is how you determine the correct RPM and FEEDRATE settings.
I can tell you with high level of certainty that your RPM is WAY too high and your FEEDRATE is WAY to low.
Of course FEEDRATE is going to be dependent on the ability of the machine.
RPM and FEEDRATE to produce CHIPLOAD are mathematically dependent on each other.
General rule of thumb -
If you are making dust, not chips - then your feedrate is too slow.
If you cutter is getting burned, then your RPM is too high.
BUT --- you really need to learn about CHIPLOAD.
CHIPLOAD -- in my estimation is the least understood and the biggest issue that most people that enter CNC have.
CHIPLOAD - is how you determine the correct RPM and FEEDRATE settings.
I can tell you with high level of certainty that your RPM is WAY too high and your FEEDRATE is WAY to low.
Of course FEEDRATE is going to be dependent on the ability of the machine.
RPM and FEEDRATE to produce CHIPLOAD are mathematically dependent on each other.
General rule of thumb -
If you are making dust, not chips - then your feedrate is too slow.
If you cutter is getting burned, then your RPM is too high.
BUT --- you really need to learn about CHIPLOAD.
Imagine the Possibilities of a Creative mind, combined with the functionality of CNC
-
sharkcutup

- Vectric Wizard
- Posts: 2925
- Joined: Sat Mar 26, 2016 3:48 pm
- Model of CNC Machine: Shark HD3 Pro Extended Bed with Spindle
- Location: U.S.A.
Re: Bit Overheating (1/8 bit)
I would like to add that the GWizard Calculator is a useful tool in establishing efficient Speed and Feed Rates. It is available as a free trial for 30 days in which I have used for unknown Speed/Feed Rates on materials such a plexi-glass, brass, and some types of aluminum. It has been a very efficient and a successful tool. I used it during the free trial period to establish certain Speed/Feed Rates that I was in need of. After using them as a start, I then tweaked them for my particular machine use.
You can find this tool at http://www.cnccookbook.com/CNCRouterFee ... =indexpage
Sharkcutup
You can find this tool at http://www.cnccookbook.com/CNCRouterFee ... =indexpage
Sharkcutup
V-Carve Pro Tips, Gadget Tips & Videos
YouTube Channel - Sharkcutup CNC
V-Carve Pro 12.004
YouTube Channel - Sharkcutup CNC
V-Carve Pro 12.004
-
redwood
- Vectric Wizard
- Posts: 301
- Joined: Wed Apr 13, 2016 3:38 am
- Model of CNC Machine: Axiom Pro6
- Location: No. Calif.
Re: Bit Overheating (1/8 bit)
Probably a stupid question, but when does a chip become sawdust? Am I wrong that it is just a size of the particles or is it shape? I know that when I use the finishing tool path, I usually get chip and peelings, but not so much with pocketing or V carving tool paths. Good thing is I have never had any burning on my finished products, not have the bits ever felt unreasonably hot.
Mark
Pioneer, CA
Pioneer, CA
-
Leo
- Vectric Wizard
- Posts: 4091
- Joined: Sat Jul 14, 2007 3:02 am
- Model of CNC Machine: 1300 x 1300 x 254 Chinese Made
- Location: East Freetown, Ma.
- Contact:
Re: Bit Overheating (1/8 bit)
Chips and "saw"dust are just a general rule of thumb.
In metal cutting the size and shape of the chip are well defined, but in wood, maybe not so much so.
To someone new to CNC, or cutting of wood the way it is cut on CNC some of the defined methodology needs to be simplified.
Dust vs Chips is pretty vague, but with the machine running and a cutter in the cut the difference can be seen, by increasing or reducing the feed. Not so much with a "V" groove cutter, but a 2 flute router bit of end mill the difference can be demonstrated.
A really slow feed will leave a MUCH smaller chip - looks like dust - but a much faster feed will start to make a larger "chip". The dust will mean the cutter is moving too slow to dig into the cut and pull out a chip. The cutter is then rubbing causing friction and heat. Once the feed is increased and there is a chip being formed, the chip will help to pull some of the heat from friction out and away from the cut.
Much the same can be achieved by slowing the RPM
In metal cutting the size and shape of the chip are well defined, but in wood, maybe not so much so.
To someone new to CNC, or cutting of wood the way it is cut on CNC some of the defined methodology needs to be simplified.
Dust vs Chips is pretty vague, but with the machine running and a cutter in the cut the difference can be seen, by increasing or reducing the feed. Not so much with a "V" groove cutter, but a 2 flute router bit of end mill the difference can be demonstrated.
A really slow feed will leave a MUCH smaller chip - looks like dust - but a much faster feed will start to make a larger "chip". The dust will mean the cutter is moving too slow to dig into the cut and pull out a chip. The cutter is then rubbing causing friction and heat. Once the feed is increased and there is a chip being formed, the chip will help to pull some of the heat from friction out and away from the cut.
Much the same can be achieved by slowing the RPM
Imagine the Possibilities of a Creative mind, combined with the functionality of CNC
-
Rcnewcomb

- Vectric Archimage
- Posts: 5918
- Joined: Fri Nov 04, 2005 5:54 am
- Model of CNC Machine: 24x36 GCnC/WinCNC with ATC
- Location: San Jose, California, USA
- Contact:
Re: Bit Overheating (1/8 bit)
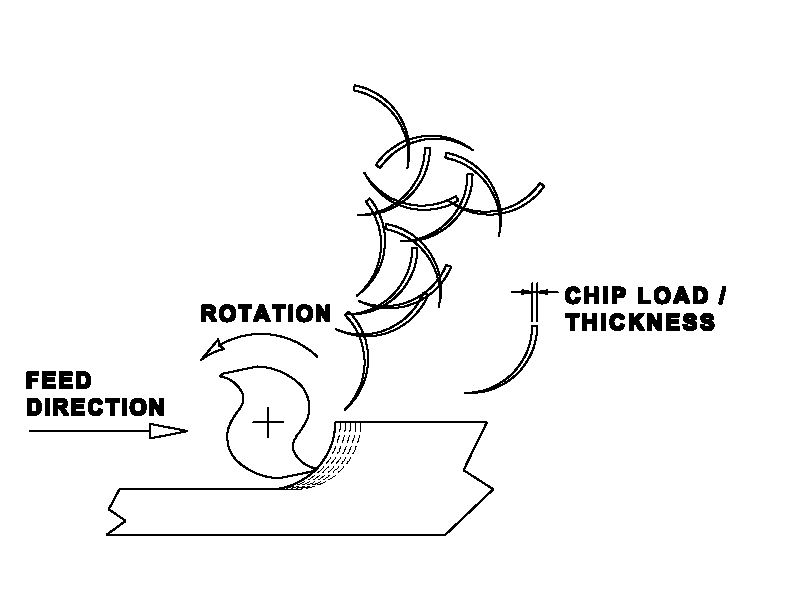
This image may help.
As the bit is rotating the CNC is moving the bit forward through the material. The combination of how fast the bit is rotating and how fast the CNC is moving the router forward dictates the side of the chip being formed.
o If you move forward at the same speed but slow down the RPMs then the chips gets bigger
o If you move forward faster and keep the RPMs the same the chips gets bigger
As the bit is rotating the CNC is moving the bit forward through the material. The combination of how fast the bit is rotating and how fast the CNC is moving the router forward dictates the side of the chip being formed.
o If you move forward at the same speed but slow down the RPMs then the chips gets bigger
o If you move forward faster and keep the RPMs the same the chips gets bigger
- Randall Newcomb
10 fingers in, 10 fingers out, another good day in the shop
10 fingers in, 10 fingers out, another good day in the shop
-
aaron1869
- Posts: 22
- Joined: Thu Oct 01, 2015 1:52 pm
- Model of CNC Machine: Legacy Maverick 3x5
- Location: Roanoke VA
Re: Bit Overheating (1/8 bit)
Thank you for all the comments. I've started reading about chip loading and received a table from Whiteside router bits. This is all new to me. I've only been playing with the CNC for a month now. I have a friend that was getting a lot of chipping by using to slow of speed and the fix was to speed up his router. I'll work on test cuts this weekend.
Thanks again
Thanks again
-
Bill_L
- Vectric Craftsman
- Posts: 142
- Joined: Tue Jan 24, 2006 11:57 am
- Model of CNC Machine: ShopBot PRS Alpha
- Location: Imperial, PA USA
Re: Bit Overheating (1/8 bit)
Testing is an absolute requirement for every new endeavor with a CNC. There is a tremendous amount of experience to draw from on the forum. Use that experience and your chip load calculation as a starting point then "test, test, test".
Here is where I've settled in on with my 3D carvings:
1. As you have done, I generally begin with a three flute 3/8" ball nose bit and utilize a raster 3D roughing routine (with 25%-35% stepover and between .1875"-.25" stepdown) leaving no more than .1" of material.
2. Finishing is done with a 1/8" ball nose set at either 8% or 9% stepover. I prefer an "offset" vise "raster" toolpath but that depends on the relief.
3. Feeds - For both roughing and finishing, I run a feed of 2.5-3.0 inches per second (180ipm) in all three axis, depending on the complexity of the relief.
4. Speeds - Roughing is at about 7200 - 8600 rpm. Finishing is down to about 5400 rpm and sometimes lower depending on the number of flutes on the bit. My bits never get hot and I've been using them for the past nine years with great results.
I'm one of the people that fine tunes these parameters by ear. Testing, testing and testing will get you the right combination for minimum time and best finish as well as train your ear to hear that "sweet spot" when the feed and speed are just right. Screeching or clunking are not what you want to hear. When you find the "sweet spot" with your finishing routine, the sound from the bit is almost imperceptible. Keep in mind too that unless you have long flat areas in your relief, the CNC rarely achieves 180 ipm due to the constant ramping. If you run 18000 rpm you are not making chips.
Here is a relief that is 48" long by roughly 22" at it's highest point. It was done at 2.5" per second (X,Y ad Z) because of the complexity. The finishing cut was rastered with a two flute and took 7 hours and 40 minutes to complete. It was hard maple and there was very little clean up necessary. It was a good piece of wood!
Bill
Here is where I've settled in on with my 3D carvings:
1. As you have done, I generally begin with a three flute 3/8" ball nose bit and utilize a raster 3D roughing routine (with 25%-35% stepover and between .1875"-.25" stepdown) leaving no more than .1" of material.
2. Finishing is done with a 1/8" ball nose set at either 8% or 9% stepover. I prefer an "offset" vise "raster" toolpath but that depends on the relief.
3. Feeds - For both roughing and finishing, I run a feed of 2.5-3.0 inches per second (180ipm) in all three axis, depending on the complexity of the relief.
4. Speeds - Roughing is at about 7200 - 8600 rpm. Finishing is down to about 5400 rpm and sometimes lower depending on the number of flutes on the bit. My bits never get hot and I've been using them for the past nine years with great results.
I'm one of the people that fine tunes these parameters by ear. Testing, testing and testing will get you the right combination for minimum time and best finish as well as train your ear to hear that "sweet spot" when the feed and speed are just right. Screeching or clunking are not what you want to hear. When you find the "sweet spot" with your finishing routine, the sound from the bit is almost imperceptible. Keep in mind too that unless you have long flat areas in your relief, the CNC rarely achieves 180 ipm due to the constant ramping. If you run 18000 rpm you are not making chips.
Here is a relief that is 48" long by roughly 22" at it's highest point. It was done at 2.5" per second (X,Y ad Z) because of the complexity. The finishing cut was rastered with a two flute and took 7 hours and 40 minutes to complete. It was hard maple and there was very little clean up necessary. It was a good piece of wood!
Bill
- Attachments
-